
|
| |
 |
Главная » Мануалы 1 ... 15 16 17 18 19 20 находится в преддверии очередного скачка в повышении производительности генераторов изображений (на 3 ... 5 порядков), что необходимо для перехода к генерированию изображений на кремниевые пластины. 11.5. ОПЕРАЦИИ ЛИТОГРАФИИ В процессе литографии можно выделить три основных этапа: формирование на поверхности обрабатываемого материала слоя резиста, передача изображения с шаблона на этот слой, т. е. формирование маски из слоя резиста, формирование конфигурации элементов микросхем с помощью этой маски (см. рис. 11.31, 11. 33). Литографию называют контактной, если шаблон при переносе изображения на резист приводится в плотный контакт со слоем резиста. В настоящее время этот метод преобладает, но постепенно вытесняется более дорогим и сложным методом проекционной литографии, при котором изображение шаблона проектируется через объектив на поверхность слоя резиста (см. рис. 11.35). Литографию по пленке окисла кремния (см. рис. 11.32, 11.33) целесообразно проводить непосредственно после термического окисления кремния, пока поверхность окисла гидрофобна. После длительного хранения поверхность окисла кремния становится гидрофильной, потому необходима дополнительная термообработка в атмосфере кислорода при температуре 900 ... 1000 °С в течение 5 ... 10 мин или инфракрасная сушка. Температура при ИК-сушке около 400 °С, что более благоприятно для сохранения параметров структур, полученных на предыдущих операциях. Гидрофобизирующую обработку примесносиликатных (ФСС, БСС) пленок выполняют отжигом пластин в кислороде при температуре около 500 °С. Пленки алюминия характеризуются большим разбросом поверхностных свойств, часто реЗист плохо смачивает поверхность пленки. Изменения поверхностных свойств алюминия, вероятнее всего, связаны с условиями напыления, когда пленку загрязняют остатки вакуумного масла и материал испарителя. Одно из средств борьбы с нестабильностью свойств пленки - напыление алюминия электронно-лучевым методом (см. рис. 11.22,к). В технологии изготовления тонкопленочных микросхем, если под-- ложки долго хранились после формирования пленок, их подготовка сводится к обезжириванию в органических растворителях и ИК-сушке. Нанесение резиста на подложку чаш,е всего осуществляется центрифугированием (рис. 11.40,а). При включении центрифуги жидкий резист растекается под действием центробежных сил. Подбирая число оборотов центрифуги, добиваются точного установления толщины слоя резиста. При центрифугировании толщина и качество слоя зависят от температуры и влажности окружающей среды. Центрифугированием трудно получить равномерные слои толщиной более 2 мкм, разброс по 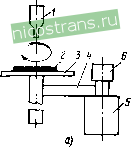 г , I I 1 В \ iO 11
Рис. 11.40. Способы нанесения фоторезиста: а - центрифугирование; б - распыление; в - электростатическое нанесение; г - окунание; д - нанесение валками', 1~ дозатор для подачн резнста; 2, 8. 12, 14. 17- подложка; 3- столик центрифуги; 4- привод 5- двигатель; -тахометр; 7-нагреваемая планшайба; 9, /О-форсунка подачи резнста; /)-кольцо для зарядки резиста; 13- зааемленный пьедестал; IS- фильтрованный сжатый воздух; /5- емкость дяя сбора резиста- / -ведущий ролик; /9-подача резнста; 20-ролик нанесения толщине составляет ±10%, в слое резиста имеются механические напряжения. В центр вращения пластины или подложки возможно засасывание включений из внешней среды. Кроме центрифугирования известны такие методы нанесения резистов, как распыление, электростатическое нанесение, окунание, полив. Нанесение резиста распылением (рис. 11.40,6) позволяет получать широкий интервал толщины слоев, причем подложка может иметь иеплоскую поверхность. Резист наносится из пневматической форсунки. Параметры слоя зависят от давления и температуры воздуха, расстояния от сопла до подложки, вязкости резиста и концентрации су,хого продукта, типа растворителя. При электростатическом нанесении (рис. 11.40,s) резист диспергируется либо с помощью форсунки, либо само электрическое поле дробит жидкость на мелкие капли диаметром примерно 10 мкм. Заряженные капли ускоряются полем и осаждаются на подложку. Электростатическое нанесение осуществить сложнее, чем простое распыление, поскольку приходится дополнительно учитывать электрические свойства резиста: удельное сопротивление и диэлектрические потери. Основной трудностью при нанесении резиста распылением является устранение пыли и других загрязнений, притягиваемых электростатическим полем или струей воздуха. В последнее время особое внимание уделяется нанесению резистов поливом или окунанием (рис. 11.40,г). Разрабатываются специальные фоторезисты, непригодные для центрифугирования, но дающие равномерные слои при окунании подложки. Такой резист характеризуется низкой вязкостью (10... 14 сП) при большой кон- 1 центрации твердого вещества (24 ... 26 % ); в паспорте резиста указывается зави- симость толщины слоя от скорости извлечения подложки из раствора: от 1 до 4 мкм при изменении скорости от 5 до 30 см/мин. Используется для нанесения резиста и валковый метод. Установка конвейерного типа (рис. 11.40,(3) обеспечивает равномерность толщины слоя в пределах ±5% и пригодна для нанесения резиста на подложки любого типа: от печатных плат до кремниевых пластин. Основные причины возросшего интереса к этим методам: минимальная плотность дефектов в слое, высокая производительность, большие возможности автоматизации процесса нанесения. Первая сушка заканчивает формирование слоя резиста. При удалении растворителя объем полимера уменьшается, слой стремится сжаться, но жестко скрепленная с ним подложка препятствует этому. Возникающие напряжения и характер их распределения определяются свойствами резиста и режимами сушки. Роль первой сушки обычно недооценивают, считая, что на этой операции достаточно удалить растворитель. Максимальную температуру сушки подбирают экспериментально: при повышении этой температуры изображение или не проявляется, или для его проявления требуется большее время, в результате чего растет плотность дефектов и падает точность передачи размеров элементов. Опасны перепады температуры внутри камеры сушки и быстрый нагрев. Совмещение. Начиная со второй литографии, необходимо совмещать рисунок шаблона с рисунком на подложке, полученным в процессе предыдущей литографии (см. рис. П.32). Совмещение выполняется в тех же установках, что и последующее экспонирование, при обычном неактиничном освещении (красный свет) и при наличии зазора (10 ... 15 мкм) между подложкой и шаблоном. В настоящее время применяются визуальный и автоматизированный фотоэлектрический способы совмещения. Визуальный способ совмещения осуществляется с помощью оптического микроскопа и специального механизма перемещения. Оператор, одновременно наблюдая через микроскоп рисунки подложки н фотошаблона, производит их точное наложение с помощью фигур совмещения, т. е. топологических рисунков в виде штрихов, квадратов, 1лец, крестов с контролируемым зазором по контуру. Точность визуального совмещения зависит от разрешающей способности микроскопа, плавности н точности перемещений и их фиксации, типа знаков совмещения и составляет не менее ±1 мкм. Точное совмещение по координатам и углу позволяет осуществить установка с одновременным совмещением изображений в двух удаленных полях подложки. Автоматизированный фотоэлектрический способ совмещения более объективен в отличие от визуального, определяемого индивидуальными особенностями зрения оператора и ручным перемещением подложки. После предварительного грубого совмещения с помощью оптического микроскопа производится точное совмещение с помощью фотоэлектрического микроскопа, который фиксирует разницу освещенности между метками совмещения подложки и фотошаблона н преобразует полученную информацию в команды для перемещений столика с подложкой. Для автоматической фотоэлектрической регистрации применяются знаки совмещения в виде вытравленных канавок на подложках и непрозрачных штрихов на фотошаблоне. Точность совмещения практически равна ±0,5 мкм. Одна из основных трудностей обеспечения точного совмещения - создание механизмов плавных перемещений подложек на расстоянии менее 1 мкм. Экспонирование. После совмещения подложку и фотошаблон приводят в плотный контакт и выполняют операцию экспонирования. Нужное усилие контакта создается механическим или вакуумным прижимом. Фоторезисты имеют узкую спектральную область поглощения (350 ... 450 нм) и относительно низкую фоточувствительность. Поэтому применяются источники УФ-излучения, ртутно-кварцевые лампы, обеспечивающие высокие освещенности (до десятков тысяч люкс). Для согласования спектров поглощения фоторезиста и излучения источника применяют светофильтры. Параллельность пучка УФ-излучения, необходимая для уменьшения полутеней, обеспечивается системой конденсоров из 1...5 линз. Неравномерность освещения по полю экспонирования не должна превышать 50... 10%. - Проявление - процесс удаления в резистивном слое участков в соответствии с локальным их облучением при экспонировании. Проявление негативных резистов представляет собой простое растворение необлученных участков в органических растворителях: толуоле, трихлорэтилене, диоксане и др. Проявление позитивных резистов сопровождается удалением облученных при экспонировании участков. В качестве проявителей применяют водньте щелочные растворы (0,3 ... 0,5 %-ный раствор едкого кали, 1 ...2 %-ный раствор тринатрий-фосфата или органические щелочи. Проявление осуществляют погружением в раствор, выдержкой в парах проявителя или распылением его на вращающуюся подложку. После проявления резистов следует операция тщательной промывки подложек в потоке деионизованной воды. Сушка проявленного слоя проводится при температуре 120 ... 180 ° С. От температуры и характера повышения ее во время сушки зависит точность передачи размеров изображений. Резкий нагрев вызывает оплывание краев, поэтому для точной передачи малых (1 ... 2 мкм) размеров следует применять плавное или ступенчатое повышение температуры. Примерный режим обработки позитивного резиста ФП=383: 10... 15 мин при комнатной температуре, 20 ... 25 мин, в термостате при 120 °С, затем переключение термостата на 150 ... 160 °С и нагрев до этой температуры. Травление материалов с использованием резистивной маски рассмотрено в § 11.1. Предпочтение отдается методам сухого травления. Удаление резистивной маски. На заключительных операциях литографии необходимо обеспечить удаление резистивной маски и хорошую очистку поверхности от загрязнений, внесенных всем процессом литографии, так как состояние поверхности влияет на качество последующих операций. В настоящее время применяются три способа удаления резиста: химическая деструкция (разрушение) в серной кислоте или растворах на ее основе, обработка в органических растворителях, плазмохимическое травление. Химическая деструкция сопровождается реакцией разложения резиста с образованием менее сложных коротких молекул с малой молекулярной массой, которые затем легко вымываются водой. Для ускорения деструкции концентрированную серную кислоту нагревают до 150 °С. Лучшее качество удаления и при меньших температурах (70... 100 °С) обеспечивает смесь концентрированной серной кислоты с 30 %-ной перекисью водорода в объемном соотношении 3:1. Метод неприменим для удаления резиста с металлизированных подложек. Обработка в органических растворителях успешно применяется для удаления резиста с металлизированных подложек. Подложки длительное время выдерживают в растворителях (ацетоне, метил-этилкетоне, диметилформамиде). Качество процесса улучшается при добавлении к органическим растворителям органических щелочей. Затем разбухший рельеф механически удаляют и снова повторяют обработку в свежих партиях растворителей. Недостатками жидкостных методов удаления резиста являются многостадийность, трудоемкость, неконтролируемые загрязнения поверхности примесями из растворов, агрессивность реактивов, сложность механизации и автоматизации. При плазмохимической обработке в ВЧ кислородной плазме химически активны возбужденные молекулы кислорода, атомарный кислород и озон. Разложение резиста в кислородной плазме носит цепной характер, образующиеся в результате продукты с малой молекулярной массой улетучиваются и, подвергаясь окислению, превращаются в летучие продукты СО2, NO2 и Н2О. Процесс удаления резистивной маски ускоряют добавки водорода, азота, влаги. Неорганические загрязнения не образуют при окислении летучих соединений, для их удаления в плазму добавляют галоге-ноуглероды, например фреон (см. § 11.1). Для удаления резиста с одновременной очисткой поверхности от неорганических загрязнений используется ВЧ-плазма, состоящая из галогеноуглерода и кислорода. В такой ВЧ-плазме имеются как активный кислород, который удаляет органические примеси, так и активные химические элементы, реагирующие с неорганическими загрязнениями и превращающие их в газообразные соединения. Недостатки контактной литографии. Существенным ограничением контактной литографии является неизбежность механических повреждений рабочих поверхностей шаблона и подложки, так как эти 346 поверхности при совмещении находятся на близком расстоянии (10 ... 15 мкм), а при экспонировании плотно прижаты друг к другу. При контактировании шаблон вдавливает в резист пылинки, микрочастицы стекла и др. Резист налипает на шаблон. Кроме того, любые непрозрачные частицы, попавшие между шаблоном и слоем резиста, также являются причиной появления дефектов резистивной маски. Получение плотного контакта между шаблоном и подложкой представляет собой практически неразрешимую задачу из-за изогнутости пластин (особенно эпитаксиальных структур) и подложек, неидеальности плоскостности контактируемых поверхностей, наличия между ними посторонних частиц, из-за неравномерности толщин различных пленок и резистивного слоя и др. Местные воздушные зазоры приводят к усилению дифракционных эффектов и обусловливают дополнительное расширение линий получаемого изображения. Но из-за того, что преломление света в воздухе примерно в 2 раза меньше, чем в резисте, передаваемый рисунок еще больше искажается. Причиной, снижающей разрешающую способность контактной литографии, является также отражение излучения от подложки. Метод контактной оптической литографии имеет разрешающую способность 2 ... 3 мкм, погрешность совмещения от 0,5 до 1 мкм и производительность около 60 пластин в ч. Проекционная литография. Проекционные системы, принцип действия которых показан на рис. 11.35, работающие с уменьшением изображения и предназначенные для фотомультипликации с коэффициентами уменьшения в 1, 5 или 10. Эти установки обеспечивают более высокую разрешающую способность (около 1,5 мкм), более точное совмещение, но обладают более низкой производительностью. Они позволяют экспонировать линии и зазоры шириной 1,5 ... 2 мкм с погрешностью совмещения не хуже +0,5 мкм. Этого более чем достаточно для изготовления современных БИС, имеющих элементы размером от 2 до 6 мкм. С помощью проекционной литографии удалось существенно уменьшить размеры транзисторов в технологии Изопланар-S (см. рис. 7.15,г). Рентгеновская литография. Фактором, ограничивающим разрешающую способность оптической литографии и минимальный проектный размер топологического рисунка, является дифракция света. Минимальная ширина линии рисунка в зависимости от длины волны Я, электромагнитного излучения, применяемого для экспонирования, определяется соотношением mi = 0.6t sin (а/2), где п - показатель преломления среды между объективом и изображением; а-апертурный угол выхода (угол между крайними лучами конического пучка света, выходящего из зрачка объектива в сторону изображения). в случае оптической литографии =1; sin а/2=0,95; для Я,= 400 нм /тш=0,26 мкм и для Я,= 300 нм / , =0,2 мкм. Это теоретический предел для оптической литографии. На практике он недостижим. Объективы имеют существенные аберрации (искажения изображений), рисунки топологических слоев микросхем представляют собой сложные сочетания элементов, размеры которых сопоставимы с длиной волны актиничного облучения, дифракционные картины могут накладываться. Кроме того, реальная обстановка проведения процесса оптической литографии вносит коррективы в практически достижимую разрешающую способность этого Процесса. Рентгенолитография обладает принципиальным преимуществом, связанным с тем, что в ней используется более коротковолновая часть спектра электромагнитного излучения и ее разрешающая способность не ухудшается из-за явлений дифракции, интерференции и отражений. На результаты рентгенолитографии слабо влияют посторонние частицы, поскольку в большинстве случаев для рентгеновских лучей они прозрачны. В основе метода рентгенолитографии лежат процессы взаимодействия мягкого (длина волны 0,4 ... 0,5 нм) характеристического рентгеновского излучения с рентгенорезистами, приводящие к изменению свойств последних в сторону уменьшения или увеличения стойкости к проявителям. Жесткое рентгеновское излучение не может быть использовано в связи с его высокой проникающей способностью и отсутствием возможности создать для него достаточно контрастный рентгено-шаблон. Для проведения процесса рентгенолитографии необходимо иметь источник рентгеновского излучения, рентгеношаблон и рентгеноре-зист. Рентгенорезисты, как и фоторезисты, могут быть позитивными и негативными. Первые разрушаются, а вторые сшиваются под действием рентгеновских лучей. Оба типа резистов имеют высокую разрешащую способность, но требуют различного времени экспонирования. В настоящее время предпочитают негативные резисты, которые экспонируются быстрее позитивных. Удалось достичь времен экспонирования, сравниваемых со временами экспонирования в оптической литографии: для позитивного резиста 5 ... 10 мин, для негативного - около 1 мин. Разрешающая способность для различных рентгенорезистов колеблется в пределах 0,1 ... 1,0 мкм. Одним из самых сложных вопросов является изготовление рентгено-шаблонов. Вместо прочных шаблонов с рисунком из тонкого слоя хрома или окиси железа, используемых в оптической литографии, в рентгенолитографии шаблоном служит хрупкая, сверхтонкая (2 ... 10 мкм) мембрана из кремния, нитрида кремния или нитрида бора, помещенная на подложку из полимерного материала, в частности полиимида. Рисунок микросхемы на шаблоне создается напылением или сканированием электронным лучом золота, сильно поглощающего рентгеновское излучение. Кремний, нитрид кремния, Золото ( 0,Вмкм) Защитное понрытие Рис. 11.41. Структура реитгеиовского шаблона ,....... , Полиимид  окисел кремния, нитрид бора - прозрачные материалы рентгено-шаблона, а пленка золота - непрозрачный. На нем выполняется рисунок слоя БИС (рис. 11.41). Большинство источников рентгеновского излучения, используемых в рентгенолитографии, имеют мощность в диапазоне 0,4 ... 40 кВт. Чаще всего источником является алюминий, бомбардируемый электронным лучом и дающий характеристическое излучение с длиной волны 0,834 нм (рис. 11.42). Применяют также рентгеновские трубки с медным анодом, покрытым тонким слоем кремния, которые дают рентгеновское излучение с длиной волны 0,713 нм, а также палладиевые источники рентгеновского излучения с длиной волны 0,437 нм. Время экспонирования рисунка на покрытой рентгенорезистом пластине зависит от мощности источника рентгеновского излучения. Для создания чрезвычайно мощных источников рентгеновского излучения были предложены синхротронное излучение и плазма, генерируемая с помощью лазера. Рентгеновское излцче-ние Бериллиебое окно 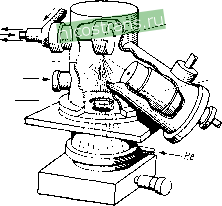 Элентронная пушна Рентгенаккое излучение полиимид Рис. 11.42. Установка рентгеиовской литографии Золото -Резист - Операция совмещения при рентгенолитографии представляет собой сложную техническую задачу. Принимаются меры для достижения точности совмещения до 0,1 ... 0,02 мкм. Это позволит получить минимальные размеры рисунка БИС 0,5 мкм. Экспонирование осуществляют, пропуская рентгеновские лучи через прозрачное для них бериллиевое окно. Бериллиевая фольга экранирует рентгенорезист от теплового излучения и вторичных электронов, испускаемых рентгеновской трубкой. Они могут вызвать полимеризацию резиста. Расстояние между источником рентгеновских лучей и подложкой, с одной стороны, требуется сокращать для сокращения времени экспонирования, с другой - увеличивать для уменьшения размытия проецируемого изображения. Конструктивно это расстояние выполняется в пределах 60 ... 350 мм. Проявление рентгенорезиста на основе полиметилметакрилата осуществляется в органическом проявителе, состоящем из изопропи-лового спирта (60%) и метилизобутилового кетона (40%). Рентгенолитография обладает высокой разрешающей способностью, но установки для ее проведения уникальны, очень дороги, их использование оправдано при формировании субмикронных топологических размеров. Конкурирующим способом является электронолитография. Электронная литография. В ее основе лежит взаимодействие электронного пучка с резистом, разрыв межатомных связей и перестройка структуры резиста, в результате чего его способность к растворению в проявителях резко изменяется; для негативных электронорезистов уменьшается, для позитивных - возрастает. Разрешающая способность электронной оптики, как и световой, зависит от длины волны излучения. Длина волны X, нм, электрона, ускоренного электрическим полем с разностью потенциалов U, В, определяется из соотношений: K = h/mu: tnu/2 = eU; к = = h/2meU, где h - постоянная Планка; т - масса электрона, V - скорость его движения. Подставив в последнее соотношение значения постоянных величин, получим >t?t;l,227/y/U. Для (/=15 кВ, Я=0,01 нм, что в iC раз меньше, чем для светового диапазона и в 10 раз меньше, чем для рентгеновского. Эффекты дифракции и интерференции при использовании электронного луча пренебрежимо малы, поэтому электронолитогра-фией можно получить топологические размеры в десятки раз меньшие, чем при оптической литографии. Разрешающая способность электронно-оптической системы ограничивается аберрациями электронных линз и отклоняющих систем и взаимодействием электронов друг с другом, если используются сильноточные электронные пучки (более 1 мкА). Разрешающая способность для экспонированного изображения ограничена рассеянием электронов в слое электронорезиста и отражением их от подложки. 350  Цифраёай нампьютер с памятью Цифра-анапоговые преобразователи и электроника управления лучом данных для получения рисунка яута Электроды, упраблтощие отпиранием луча Фанусируюищя катушка Отклониюихая систет 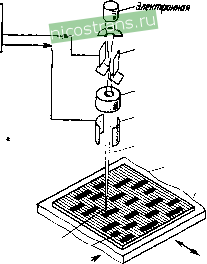 Электронный луч Стал с преии-зионным помещением юосям Электронный луч Рис. 11.43. Структурная схе- жспвнируетрезист ма установки для сканирую- Рщнок на поверхности пластины щей электронолитографии Важное преимущество электронолитографии - использование компьютера для непосредственного управления электронным лучом. Электронный луч имеет гораздо большую глубину фокусировки, чем оптические системы, и процесс электронолитографии менее чувствителен к искривлениям пластин и подложек. Это дает возможность осуществлять контроль точности совмещения рисунка. Методом непосредственного генерирования рисунков с высокой разрешающей способностью является сканирующая электроннолучевая литография. Топологический рисунок вычерчивается на шаблоне или пластине с помощью электронного луча малого сечения, который, как правило, управляется (отклоняется, включается и выключается) компьютером (рис. 11.43). Для перемещения сфокусированного электронного луча используются два основных метода: растровый и векторный (рис. 11.44). При растровом методе луч сканирует по всей поверхности модуля, включаясь в соответствии с передаваемым рисунком. При векторном сканировании электронный луч перемещается только в тех участках, где требуется осуществить экспонирование. Векторное сканирование может быть использовано при формировании изображения незначительного числа топологических элементов, имеющих одинаковые размеры, например при создании рисунка контактных окон. В иных случаях операция экспонирования пластины 0 125 мм занимает несколько часов. Растровые сканирующие системы используют, прежде всего, для изготовления фотошаблонов, их производительность равна одному фотошаблону в час (для пластин 0 125 мм). 11.6. ОПЕРАЦИИ ФОРМИРОВАНИЯ р-п ПЕРЕХОДОВ В ПОЛУПРОВОДНИКАХ Основные методы формирования р-п переходов в кремнии при производстве микросхем'-диффузия примесей и ионное внедрение. Диффузия примесей в кремнии. Диффузия в широком смысле - физическое явление, вызванное хаотическим тепловым движением атомов или молекул, сопровождающееся самопроизвольным выравниванием концентрации веществ; в узком смысле - технологическая операция, направленная на создание р-п перехода путем диффузионного легирования активной примесью полупроводникового материала. В результате диффузии формируется диффузионный слой с заданными поверхностной концентрацией и профилем распределения примеси по глубине от поверхности полупроводника до границы р-п перехода. При диффузии возникает поток П вещества, стремящийся умень-ьчить градиент концентрации этого вещества в системе: Рис. 11.44. Принципы растрового (а) н векторного (б) сканирования луча при экспонировании электронорезистов Электронно-лучевая литография выгодно отличается от других методов тем, что топологический рисунок какого-либо слоя микросхемы может быть сформирован непосредственно на пластине без шаблона. Кроме того, ее отличает высокая степень автоматизации создания топологического рисунка. К недостаткам относится малая производительность: не более 5 пластин или шаблонов в час при разрешающей способности 1 мкм. Усилия по созданию новых систем электронно-лучевой литографии направлены на получение субмикронного разрешения при приемлемой производительности. Ионно-лучевая литография. Сфокусированные ионные пучки так же, как и электронные, могут быть использованы для непосредственного формирования изображения в резистах. Этот метод находится в стадии разработки и в перспективе может быть использован для создания шаблонов. Возможности и тенденции развития процессов литографии. В настоящее В|ремя в технологии СБИС преобладают методы оптической литографии с переносом и мультипликацией изображения и проекционной оптической литографии. Электронно-лучевая литография используется для изготовления эталонных шаблонов и для переноса изображений на полупроводниковую пластину в особых случаях. Возможности применения процесса литографии определяются тремя параметрами: разрешением, точностью совмещения и производительностью. Имеющееся в указанных выше методах разрешение достаточно для производства СБИС, но требуемая точность совмещения может быть достигнута за счет уменьшения производительности. Л n=-D где D - коэффициент диффузии; N - концентрация диффундирующего вещества; х - текущая координата. Знак минус в формуле говорит о том, что поток всегда направлен в сторону, обратную направлению градиента концентрации, т. е. в сторону, где концентрация меньше. Поток исчезает, когда система становится однородной. Коэффициент диффузии является физической характеристикой скорости диффузии данного вещества в данной диффузионной среде, которую мы принимаем покоящейся, и предполагаем, что внешние механические воздействия, способные вызвать перемешивание частиц, в ней отсутствуют. Атомы твердого тела диффундируют по различным механизмам: вакансионному, межузельному, кольцевому, обмена местами и др. Для того чтобы осуществился один элементарный акт диффузии, необходимо затратить энергию £, которую называют энергией активации диффузии. В случае вакансионного механизма, преобладающего при диффузии примесей в полупроводниках, энергия активации диффузии состоит из энергии образования вакансии и работы, необходимой для раздвижения соседних атомов в момент перескока диффундирующего атома в вакансию. Концентрация вакансий и вероятность того, что атом, оказавшийся рядом с вакансией, будет обладать энергией для диффузионного скачка, увеличиваются с повышением температуры. Соответственно, интенсивность диффузионного процесса с увеличением температуры быстро растет. Количественно это описывается температурной зависимостью коэффициента диффузии D = Doexp{-E/kr), (П.1) где * -постоянная Больцмана (8,62-10 эВ-К~; Г - температура, К; Do - предэкспоненциальный множитель. 2 Зак. 918 353 Таблица 11.3. Параметры диффузии элементов П1 и V групп в кремнии
Для диффузии примесей в кремнии параметры, входящие в уравнение (11.1), даны в табл. 11.3. При формировании полупроводниковых микросхем на биполярных транзисторах проводится несколько операций диффузии: для создания скрытого слоя, разделительная, базовая и эмиттерная. При создании МДП-структур диффузионным методом формируются истоки и стоки, карманы для формирования комплементарных транзисторов. Причем диффузия проводится локально в заданные области поверхности полупроводника. Выбор примеси для каждого процесса диффузии производится с учетом следующих критериев: тип проводимости, создаваемый примесью в полупроводнике; максимальная растворимость примеси в полупроводнике при температуре диффузии; коэффициент диффузии примеси в полупроводнике; коэффициент диффузии примеси в защитной маске. Эти характеристики для основных примесей в Si приведены на рис. 11.45 и 11.46 и в табж 11.3. Неприемлемо использование примеси, коэффициент диффузии которой в защитной маске сравним или больше коэффициента диффузии ее в полупроводнике. В связи в этим при использовании окисной маски на Si не применяются Ga, In, Al. Это ограничение снимается при использовании нитридной маски. Из-за малой растворимости в Si практически не используется Bi. Для диффузионных слоев, формирующихся на начальных этапах производства микросхем, во избежание перераспределения продиффундировавшей примеси на последующих высокотемпературных операциях, желательно применение примеси с малым коэффициентом диффузии. Именно ш та 120011001000
0,8 0,7 0,8 10 1,°К а! 10- 10- 10
т 1000 то 1ш то то  тто то то wo то т,°с Рис. 11.45. Зависимость коэффициентов диффузии примесей от температуры в монокристаллическом кремнии: а-D=f(l/T); 6 - D=f[T) для доноров; в - Z)=/(7) для акцепторов 1300 1200 1000 900 воо 700 600 500 22 ими к 10 10 10 10 Рис. 11.46. Зависимость предельной растворимости примесей в кремнии от температуры поэтому для формирования скрытых слоев в Si используются As и Sb, а из этих двух примесей предпочтение отдают As, имеющему большую растворимость в Si и обеспечивающему большую электропроводность скрытого слоя. При формировании скрытого и эмиттерного диффузионных слоев, областей истока и стока требуется достижение максимальной концентрации, в то время как в базовом 2* 355 слое или в области кармана комплементарного МДП-транзистора концентрация примеси должна быть существенно ниже предела ее растворимости. В первом из этих двух случаев проводится одностадийная диффузия, во втором - двухстадийная. Одностадийная диф. фузия так же, как и первая стадия двухстадийной диффузии осуществляется из неограниченного (неистощимого, бесконечного) источника примеси, наносимого на полупроводник заранее или в процессе диффузии (см. рис. 11.18) и обеспечивающего постоянную высокую концентрацию примеси на границе раздела источник - полупроводник. Профиль распределения примеси по глубине диффузионного слоя в этом случае иллюстрируется графиком рис. П.47 и описывается выражением N{x, t) = Nj 1 -erf = N erfc-= (11.2) где N{x,t) - концентрация примеси на глубине х в момент времени t; Ns - поверхностная концентрация; erf (от error function) -функция ошибок; а erfc (error function complementary) -дополнительная  10-10-10 loir 1,0 2,0 3,0 z 0,8 0.6 0,k 0.2 1,0 2,0 z Рис. 11.47. Профили распределения примесей при диффузии из неограниченного (а) и ограниченного (б) источников Рис. 11.48. Функции erfc Z (1) enfc (Z) (2) в полулогарифмичесц (о) и линейном (б) масштабах функция ошибок, значения которых в зависимости от аргумента -jj- приводятся на рис. 11.48. В двухстадийном процессе диффузии первую стадию проводят из неограниченного источника с целью введения в поверхностный слой полупроводника определенного количества примеси. На второй стадии производится перераспределение примеси, загнанной в полупроводник на первой стадии. Профиль распределения примеси при диффузии из ограниченного источника описывается графиком рис. 11.47,6 и выражением iV(x,0=i=-exp(-) , (11.3) где Q - количество атомов примеси под единицей площади поверхности после первой стадии диффузии. Профиль распределения примеси после двухстадийного процесса диффузии подчиняется выражению <.<>-V-(-iifc)- (11.4) где индексы 1 и 2 относятся к параметрам первой и второй стадии соответственно, а величина Q определяется из формулы с с X 2N 2/v: -о -о Скрытый слой с мышьяком в качестве легирующей примеси формируется Одностадийно при 1160°С в течение 2,5 ч. Разделительная и базовая диффузии проводятся в две стадии. На первой при 850 ... 950 °С в течение 15... 30 мин в диффузионной трубе проводится загонка бора из парогазовой смеси, содержащей ВВгз, кислород и инертный газ (см. рис. 11.18). Вторая стадия разделительной диффузии проводится после снятия боросиликатного стекла в окислительной атмосфере (кислород и инертный газ) при температурах 1150...1220 °С в течение нескольких часов на глубину 3...10 мкм, в зависимости от толщины эпитаксиального слоя. Вторая стадия,базовой диффузии проводится аналогично второй стадии разделительной диффузии, но при более низких температурах 1100... 1200 °С в течение 0,5...2,0 ч на глубину 2,0 ... 3,0 мкм. Эмиттерная диффузия с использованием парогазовой смеси, содержащей РС1з, О2 и инертный газ, осуществляется в одну стадию при температурах 900... 1100 °С в течение 10 ... 60 мин на глубину 0,8 ... 2,0 мкм. Если диффузия из бесконечного источника идет в среду, равномерно легированную той же самой примесью с концентрацией Л^о, то профиль распределения определяется формулой 2y/Dt (11.6) Квадратный корень произведения Dt, входящий в приведенные выше формулы, имеющий размерность длины, называют диффузионной длиной . Если диффузионный процесс проводится при одной и тон же температур? многократно, то (11.7) Зтим выражением можно воспользоваться для приближенных; оценок эффективной диффузионной длины одной и той же примеси \ при многократной диффузии, если температуры каждого этапа! различаются не очень сильно. Практически при формировании \ транзисторных структур каждая термическая операция, следующая за процессом диффузии какой-либо примеси, приводит к изменению] профиля ее распределения, и эти изменения можно оценить с\ помощью формулы (11.7). Глубина залегания диффузионных р-п переходов. Если идет; диффузия примеси р-типа в материал п-типа с исходной концентрацией jVo (или наоборот), то р-п переходу соответствует равенство! N{x,t) = No. При диффузии из бесконечного источника iV erfc 1 = w (11.8) где Xj - глубина залегания р-п перехода. В^этом случае глубину залегания р-п перехода очень легко определить по рис. 11.49, основанному на соотношении /Г/, мнн 100 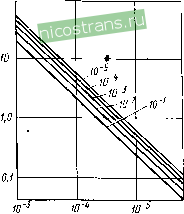 - = erfc-== Цифры вблизи прямых линий - от- ношения No/Ns. Если проводится вторая диффузия примеси противоположного первой типа проводимости, то условие расположения второго перехода соответствует равенству iVjerfc -+iV =iV erfc (11.9) Рис. 11.49. Зависимость положения р-п перехо- да от величины -Dt для-различных значение отношения No/Ns где jVs2 и jV.,1, D2 и Di2 - поверхностные концентрации примесей и коэффициенты диффузии второй примеси и первой примеси при температуре второй диффузии соответственно. Для случая диффузии в равномерно легированную среду из ограниченного источника условие формирования р-п перехода выражается равенством (11.10) Если обозначить Q/fnDt через Nso, то можно записать, что р-п переход будет залегать на глубине x2л|Dtl\nNso/Ns, (11.11) откуда можно сформулировать два практически важных следствия: если при диффузии из ограниченного источника за время /1 р-п переход формируется на глубине X/i, то при идентичных условиях (та же температура, тот же источник) для формирования перехода на глубине Х/г требуется время равное t2={Xji/xpft,; (11.12) поскольку в большинстве практических случаев Nso превосходит No в 10...100 раз, то с точностью около 10 % положение р-п перехода можно оценить по приближенной формуле Х1=5,4л1 Dt . (11.13) Боковая диффузия под окисел. При локальной диффузии примесь мигрирует как перпендикулярно поверхности пластины, так и под край маскирующего окисла, так как процесс диффузии примеси в кремнии изотропен. Для оценочных расчетов можно считать, что х {\,0 ...0,8)Xj. Параметры двухстадийной диффузии. Исходными данными для расчета времени базовой или разделительной диффузии являются: поверхностная концентрация примеси jV (0,) [см. ф-лы (11.4, 11.5)], которую необходимо получить после диффузии, температуры диффузии на первой и второй стадиях (загонка и разгонка), заданная глубина залегания р-п перехода х, и концентрация примеси No в кремнии (при базовой диффузии - это концентрация примеси в эпитаксиальном слое). Зная эти величины и используя данные рис. 11.45, определяют время второй стадии диффузии по формуле t2=x]/[4D2\n{NiO,t)/ No)]. Из выражения (11.4) при х=0 получают N{0, 0ллГд 22=2 D,tu (11.14) (11.15) откуда находят время первой стадии диффузии, используя для определения Dp, D2 и Ns графики рис. 11.45 и 11.46 при соответствующих значениях температуры первой стадии (при нахождении значений Di н N * а второй стадии (при определении Лг). При расчете, разделительной диффузии за глубину диффузии принимают толщину эпитаксиального слоя, для гарантии ее увеличивают на 10 ... 20 %. Значение поверхностной концентрации выбирается, исходя из оптимального пробивного напряжения изолирующего р-п перехода у поверхности кристалла. Результирующее примесное распределение в транзисторной структуре показано на рис. 11.50. Эффективные концентрации примесей того или иного типа проводимости на любом расстоянии от поверхности пластины вычисляются как алгебраическая сумма концентраций примесей п- и р-типа проводимостей: Л^,Ф. = 2Л',-2Л' (11.16) Концентрации примесей в подложке и эпитаксиальном слое постоянны по глубине. В базовой области распределение описывается уравнением (11.5), в эмиттерной - уравнением (11.2). Однако при высоких уровнях легирования коэф4)ициент диффузии эмиттерной примеси зависит не только от температуры, но и от концентрации. Начиная с jV= (4 ... 6) 10 ° атомов/см, коэффициент диффузии растет с увеличением концентрации. Причины этого явления окон- Падяажт р-типа 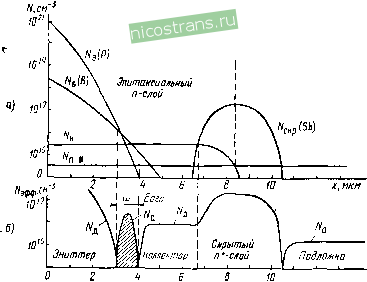 Рис.=11.50. Распределение концентрации примесей в структуре интегрального /г+ транзистора (а) и распределение эффективных концентраций (б) чательно не установлены, но, вероятнее всего, это связано с появлением путей ускоренной диффузии при высоком уровне легирования (например, с появлением дислокаций). Кроме того, при высоком уровне легирования часть атомов примеси размещается в между-узлиях. Они не поставляют электронов в зону проводимости, электрически нейтральны. По этим двум причинам теоретически рассчитанный по (11.2) профиль эмиттерной примеси при концентрации Л'>5-10°cм- не совпадает с действительным. Практическое осуществление процессов диффузии. Чаще всего диффузия примесей проводится в проточном реакторе в потоке газа-носителя (см. рис. 11.18, 11.19), который доставляет к поверхности полупроводниковых пластин примесесодержащее вещество из внешнего источника. Для нанесения локальных, расположенных на поверхности полупроводника источников диффузий, применяют газообразные, жидкие и твердые внешние источники примеси. Газообразными источниками служат, в основном, гидриды примесей (РНз, ВгНе и др.). Они поставляются в баллонах малой емкости в виде сильно разбавленных инертным газом смесей, в диффузионную печь вводятся через вентиль и смеситель вместе с газом-носителем и окислителем (кислородом). Несмотря на очень высокую токсичность газообразных источников они перспективны в связи с их высокой технологичностью. Условно к методу нанесения локального источника из газообразного внешнего источника можно отнести развиваемые в последнее время методы: плазмохимический и реактивного катодного распыления (см. § 11.2). Жидкие внешние источники (находящиеся при нормальных условиях в жидком состоянии) диффузии применяют в настоящее время наиболее широко. Имея высокую упругость паров и находясь в дозаторе (см. рис. 11.18) при фиксированной температуре, они позволяют точно регулировать содержание примеси в газовой фазе, поступающей в диффузионную печь. Локальный источник формируется в виде тонкой (около 0,1 мкм) пленки окисла примеси. Процесс переноса примесей через границу раздела стеклообразный окисный источник - полупроводник сложен и до конца не изучен. Он включает в себя следующие стадии: 1) взаимодействие полупроводникового материала с окислом примесесодержащего вещества; 2) окисление полупроводникового материала диффундирующим через пленку источника кислородом газовой фазы; 3) формирование стекла, состоящего из окислов полупроводника и примеси; 4) образование (в связи с протеканием стадии 1) на границе раздела атомов примеси, их растворение и диффузия вглубь полупроводника; 5) перемещение границы раздела источник - полупроводник вглубь полупроводникового материала (за счет протекания процессов 1 и 2); 6) образование в окисной фазе вблизи границы раздела промежу--точных окислов в связи с дефицитом кислорода в этой области; 7) увеличение толщины окисной фазы в связи с продолжающимися 1 ... 15 16 17 18 19 20 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||